0 محصولات
نمایش سبد خرید
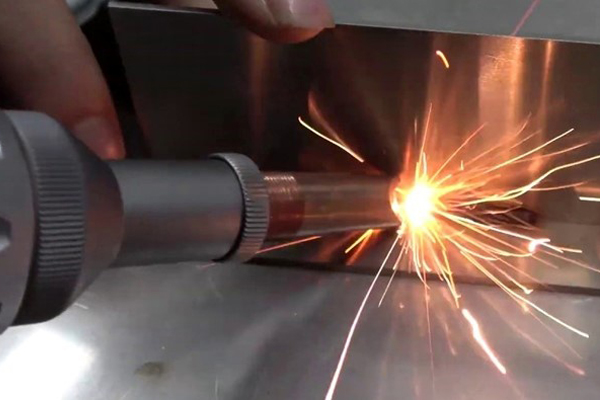
جوشکاری لیزری آلومینیوم
جوشکاری لیزری آلومینیوم
آلومینیوم می تواند یک ماده سخت برای جوشکاری باشد. مسائل اکسیداسیون می تواند منجر به مشکلات آلودگی و تخلخل شود. با این حال، اگر به درستی تمیز شود و به درستی کار شود، آلومینیوم به خوبی با لیزر جوش می شود.
چالش های جوشکاری آلومینیوم
آلومینیوم خواص خاصی دارد که جوشکاری آن را نسبت به سایر فلزات چالش برانگیزتر می کند. هدایت حرارتی نسبتاً بالا (تقریباً 209 وات بر متر کلوین) و نقطه ذوب پایین (1221 درجه فارنهایت/660.3 درجه سانتیگراد) آن را به گونه ای ساخته است که فقط از فرآیندهای جوشکاری ذوبی می توان برای جوشکاری آن استفاده کرد. فرآیندهای جوشکاری فیوژن، مانند MIG، TIG، لیزر و پرتو الکترونی، گرمای شدیدی را در ناحیه کوچکی تولید میکنند تا مواد را در ناحیه جوش مورد نظر ذوب کنند. این منطقه کوچک متاثر از گرما ضروری است زیرا رسانایی حرارتی بالای آلومینیوم منجر به انتقال گرما در سراسر قطعه کار می شود، یا مواد زیادی را ذوب می کند یا کل قسمت را تغییر شکل می دهد. مقدار حرارت و محل اعمال آن باید بسیار دقیق کنترل شود.
فرآیندهای جوشکاری دستی، مانند MIG و TIG، برای کنترل این عوامل به مهارت اپراتور و فروکش حرارتی متکی هستند. از آنجایی که آلومینیوم با نزدیک شدن به نقطه ذوب خود از نظر ظاهری تغییر نمی کند، فرآیندهای جوشکاری که نیاز به قضاوت بصری در مورد آمادگی مواد دارند می توانند غیر قابل اعتماد باشند. روشهای خودکار، مانند لیزر و پرتو الکترونی، که از رایانهها برای کنترل نرخ تغذیه، توان و محل جوش استفاده میکنند، کیفیت جوش دقیقتری را ارائه میدهند.
اکسیداسیون آلومینیوم
یکی دیگر از چالش های جوشکاری آلومینیوم، تشکیل لایه اکسید روی سطح کار است. نقطه ذوب اکسید آلومینیوم تقریباً 3 برابر نقطه ذوب آلومینیوم خالص است که می تواند منجر به آلودگی ذرات اکسید آلومینیوم جوش شود و منجر به مشکلات تخلخل شود. در بیشتر موارد، اکسید باید قبل از جوشکاری با روش های مکانیکی یا شیمیایی حذف شود. اکسید آلومینیوم میتواند بر جوشکاری لیزر تأثیر بگذارد: اکسید میتواند انعکاس سطح قطعات را تغییر دهد، که بر میزان انرژی لیزری که آن را به فلز پایه میسازد تأثیر منفی میگذارد.
آلودگی هیدروکربنی
آلودگی هیدروکربنی آلومینیوم در هنگام ذخیره سازی و بستر سازی مواد می تواند باعث ایجاد مشکلاتی در هنگام جوشکاری شود. قطعات آلومینیومی غالباً قبل از عملیات جوشکاری تشکیل، برش، اره و ماشینکاری می شوند. اگر در طی هر یک از این عملیات پیش جوش از روان کننده استفاده شود، حذف کامل روان کننده قبل از جوشکاری برای جلوگیری از جوش بد ضروری است. احتیاط حکم می کند که قطعات آلومینیومی که قرار است جوش داده شوند باید به گونه ای پیش جوش داده شوند که از حداقل روان كننده استفاده شود. قطعات باید تمیزو خشک باشند.
جوشکاری لیزری آلومینیوم
لیزر جوشکاری یکی از محبوب ترین خدمات ما برای جوشکاری آلومینیوم است. این فرآیند برای جوش های سریع و تمیز ایده آل است. منطقه تحت تأثیر حرارت به حداقل می رسد و نفوذ جوش می تواند تا 0.25 اینچ در آلومینیوم باشد. جوشکاری پرتو لیزر را می توان با مواد حساس به ترک استفاده کرد، مانند سری 6000 آلیاژهای آلومینیوم در صورت ترکیب با مواد پرکننده مناسب مانند آلومینیوم 4032 یا 4047. انواع مختلفی از لیزر وجود دارد که با آلومینیوم به خوبی کار می کنند و غالبا استفاده از گاز پوششی محتاطانه است.
بستر سازی قبل از جوش
برای جلوگیری از آلودگی اکسیدی و هیدروکربنی، آلومینیومی که قرار است با لیزر جوش داده شود باید کاملا تمیز شود. كه حذف هر گونه اکسید، اغلب به صورت مکانیکی انجام ميشود، با استفاده از برس های سیمی فولادی ضد زنگ، آسیاب کردن، سوهان کردن یا خراش دادن.
روش دیگر، روش های تمیز کردن شیمیایی با استفاده از غوطه وری در محلول های سوزاننده و آب وجود دارد که در حذف اکسید آلومینیوم موثر است. بقایای هیدروکربن روی قطعات آلومینیومی را می توان به طور کلی با استفاده از حلال های مبتنی بر استون یا الکل حذف کرد. از استفاده از حلال های کلردار در محل جوش خودداری کنید زیرا ممکن است هنگام گرم شدن گازهای سمی ایجاد کنند. قبل از ساییدن سطح برای حذف اکسید آلومینیوم، آلودگی هیدروکربنی باید حذف شود.
بستر سازی مشترک
یک جنبه بسیار مهم در جوشکاری آلومینیوم نحوه ساخت اتصال است. در ماشینکاری و مونتاژ باید دقت ویژهای داشت زیرا آلومینیوم نرمتر از اکثر فلزات است. آلودگی ها را می توان به راحتی به قسمتی منتقل کرد و سپس به زیر سطح مفصل فشار داد. از روش های ماشینکاری که سطح زمین لکه دار باقی می ماند خودداری کنید. ما اتصالاتی را که به درستی ماشین کاری نشده و پس از برش تمیز نشده اند، جوش نمی دهیم. در صورت امکان از فرآیند آسیاب کردن خودداری کنید. اگر نمی توان از آسیاب کردن اجتناب کرد، از دیسک دوره استفاده کنید.
هنگام تمیز کردن یک سطح با حلال، از پارچه تمیز مانند دستمال کاغذی يا دستمال مرطوب استفاده کنید. از پارچه کثیف و روغنی استفاده نکنید.
از استفاده از هوای تحت فشار کارگاهی برای خارج کردن زباله ها از ناحیه مفصل خودداری کنید. هوای تحت فشار حاوی رطوبت و روغن است. اگر قسمتی باید باد شود، از گازهایی مانند نیتروژن یا آرگون استفاده کنید.
فقط پس از تمیز کردن با حلال از یک برس سیمی فولاد ضد زنگ برای تمیز کردن مفصل استفاده کنید. قبل از تمیز کردن، برس آلودگی ها را در آلومینیوم فرو می کند.
همیشه از یک برس استیل جدید یا تمیز استفاده کنید. برس های قدیمی که در اطراف یک میز کار نشسته اند ممکن است حاوی روغن و سایر آلودگی ها باشند. از برس هایی که بر روی فلزات دیگر استفاده شده است استفاده نکنید، زیرا می توان پوسته های فلزی را روی موهای برس حمل کرد، سپس در هنگام مسواک زدن زیر سطح آلومینیوم قرار داد. به طور کلی، سطوحی که به روش شیمیایی حکاکی، غیرفعال یا تمیز شده اند، نباید با برس سیمی شوند. تمام برس های سیمی و ابزار برش را مرتباً تمیز کنید.
تثبیت
جوشکاری لیزری به یک اتصال نسبتاً دقیق نیاز دارد تا شکاف و عدم تطابق مجاز را حفظ کند. اتصال خوب جوش ضروری است پس بايد بتوان پرتو لیزر را با دقت قرار داد. بنابراین جوشکاری و برش لیزر ذاتاً فرآیندهایی هستند که توسط ماشین هدایت می شوند.
انواع مفصل
مفصل:
تحمل مناسب 15% ضخامت مواد مطلوب است.
لبه ها به شرط صاف و مربع بودن قابل قبول هستند.
ناهماهنگی و خارج از مسطح بودن قطعات باید کمتر از 25 درصد ضخامت مواد باشد.
اتصال لبه (جوش درز یا جوش):
شکافهای هوا بین قطعاتی که باید جوش داده شوند، نفوذ جوش و/یا سرعت تغذیه را به شدت محدود میکنند.
برای جوش های گرد در آلومینیوم، هیچ شکافی را نمی توان تحمل کرد مگر اینکه پوشش گاز بی اثر را بتوان در کل ناحیه جوش حفظ کرد.
فیله مفصل:
این پیکربندی اتصال مخصوصاً به دلیل سرعت انقباض بالای آلومینیوم مناسب است.
لبه های مربعی و تناسب خوب نیز لازم است.
لیزرهای مناسب برای جوشکاری آلومینیوم
چهار دسته اصلی از لیزرها برای جوشکاری آلومینیوم مناسب هستند:
- CO2
- Nd:YAG (نئودیمیم: ایتریوم-آلومینیوم-گارنت)
- فیبر
- دیسک (Yb:YAG ایتربیوم)
همه این فناوریها قادر به تولید جوشهای آلومینیومی با کیفیت بالا هستند و روش مورد استفاده اغلب به هزینههای عملیاتی بستگی دارد تا کیفیت جوش. با این حال، هر فرآیند دارای ویژگیهای کمی متفاوت است که میتواند برخی از انواع لیزرها را برای کاربردهای خاص، پیکربندی اتصالات و ترکیبهای آلیاژ آلومینیوم ترجیح دهد.
روش های عملیات جوشکاری لیزری
انرژی پرتو لیزر را می توان به صورت مجموعه ای از پالس ها، يا به صورت یک پرتو پشت هم یا در پیکربندی جوش همزن لیزری بر روی قطعه کار اعمال کرد. تصمیم برای استفاده از یک روش خاص به کاربرد، خواص مواد و غیره بستگی دارد.
جوش لیزری پالسی
لیزر پالسی دقیقاً به این صورت است: پرتو با سرعت بسیار بالایی (10-1000 هرتز) روشن و خاموش می شود به طوری که انرژی اعمال شده به قطعه کار مجموعه ای از انفجارهای جداگانه است. هر پالس ناحیه ای از مواد ذوب شده را ایجاد می کند، سپس قطعه کار کمی جابجا می شود و پالس دیگری اعمال می شود و در نتیجه یک سری جوش های همپوشانی یک مهره متصل ایجاد می کند. هر ناحیه جوش ایجاد شده توسط یک پالس به سرعت سرد می شود، که مقدار گرما را در مواد اطراف به حداقل می رساند، که به نوبه خود میزان داغ شدن قطعه را محدود می کند و ذوب و اعوجاج قطعه را به حداقل می رساند. به دلیل رسانایی حرارتی بالای آلومینیوم، لیزر پالسی معمولاً بهترین راه برای جوشکاری لیزری آلومینیوم در مواقعی که ورودی حرارتی کم مورد نیاز است، مي باشد.
جوشکاری لیزر موج متصل
جوش لیزری موج متصل برای جوش های با نفوذ عمیق استفاده می شود و اغلب به عنوان جوشکاری سوراخ کلید شناخته می شود. یک پرتو ثابت از نور لیزر به قطعه کار اعمال می شود که سپس به زیر پرتو منتقل می شود. مواد روی لبه جلویی پرتو لیزر با سرد شدن لبه انتهایی ذوب می شوند. لیزرهای موج متصل معمولاً با سرعت 25 تا 100 اینچ در دقیقه تغذیه می شوند تا قطعات بیش از حد گرم نشوند. از آنجایی که گرما با سرعت ثابتی اعمال می شود و قطعه در معرض گرمایش و سرمایش مداوم لیزر پالسی قرار نمی گیرد، جوشکاری موج متصل ممکن است برای برخی از آلیاژهای آلومینیوم حساس تر به ترک مناسب تر باشد.
جوش همزن لیزری
جوشکاری لیزری آلومینیوم بدون ترک یک چالش همیشگی است. تکنیک استاندارد هنگام جوشکاری آلیاژهای مستعد ترک، استفاده از سیم پرکننده یا سیم ساخته شده از آلیاژ جوش پذیرتر (مانند 4047) برای دستیابی به اتصال جوش با کیفیت است. برای جوشکاری قطعات حساس به حرارت، مانند محفظه های الکترونیکی، استفاده از مواد پرکننده و جوشکاری با لیزر پالسی نشان داده شده است. با این حال، برای جوشهایی با نفوذ عمیقتر در آلیاژهای آلومینیوم مستعد ترک، با استفاده از روش جوشکاری همزن لیزری انحصاری خود، موفقیتهای زیادی کسب کردهایم.
جوشکاری اغتشاشی لیزری فرآیندی است که در آن یک لیزر پرتو متصل با فرکانس نسبتاً بالایی نوسان میکند، که باعث ایجاد یک عمل همزن در حوضچه جوش مذاب میشود – از این رو اصطلاح “جوشکاری اغتشاشی” نامیده میشود. نتیجه دستکاری حفره حوضچه جوش است که برخی از ویژگی های کلیدی جوش را تغییر می دهد.
فواید:
- جوشکاری همزن لیزری منجر به ایجاد اتصالات بدون نقص و بدون ترک داغ، تخلخل یا ترک انجماد می شود.
- کنترل دقیق تر حوضچه جوش برای افزایش پایداری سوراخ کلید.
- کنترل بهبود یافته پروفیل و هندسه جوش – به عنوان مثال، اتصالات را می توان با عرض بیشتری در ریشه جوش طراحی کرد که می تواند برای جوش های Lap/Thru-/Blind بسیار مفید باشد.
- پروفیل های جوش را می توان به صورت عدم تقارن دستکاری کرد، مانند افزایش نفوذ در یک طرف اتصال جوش.
- الگوها را می توان برای جبران شکاف های بزرگ در اتصالات جوش و سایر مشکلات برنامه ریزی کرد.
- نرخ تغذیه بالاتری نسبت به تکنیک های لیزر پالسی بدست می آید.
- مواد پرکننده مورد نیاز نیست.
الزامات گاز پوششی برای جوشکاری آلومینیوم
انتخاب گاز پوششی به طور کلی به نوع لیزر و قدرت آن بستگی دارد زیرا استفاده از گاز پوششی اشتباه می تواند منجر به تولید پلاسما دسترسی و/یا تغییر در خواص مواد جوش داده شده شود. به طور کلی، گازهای پوششی بر اساس هر پروژه انتخاب می شوند، اما چند دستورالعمل کلی عبارتند از:
- آرگون: معمولاً با لیزرهای Nd:YAG استفاده می شود، به منظور به حداقل رساندن تولید پلاسما، آرگون نباید با لیزرهای C02 بیش از 3 کیلووات قدرت استفاده شود تا تولید پلاسما به حداقل برسد.
- هلیوم: تمایل به سرکوب تولید پلاسما دارد و از آنجایی که وزن بسیار سبکی دارد می تواند به سرعت جریان بالایی نیاز داشته باشد که می تواند باعث تلاطم حوضچه جوش شود که نامطلوب است.
- مخلوط آرگون-هلیوم: به طور کلی برای اکثر کاربردهای جوش لیزری آلومینیوم بسته به سطح توان لیزر توصیه می شود.
- مخلوط های آرگون-اکسیژن: می توانند کارایی بالا و کیفیت جوش قابل قبولی را ارائه دهند.
- مخلوطهای آرگون-هیدروژن: میتوانند کارایی بالا و شکل درز قابل قبولی را در جوشکاری فولادهای زنگ نزن آستنیتی ارائه دهند. باید در نظر داشت که هیدروژن ممکن است منجر به رفتار شکننده فولادهای فریت شود! گازها و مخلوط گازها به صورت سیلندر عرضه می شوند.
- مخلوط های نیتروژن – C02: می توانند جوش های قابل قبولی ایجاد کنند، اگرچه اغلب درز کمی اکسید می شود.
0